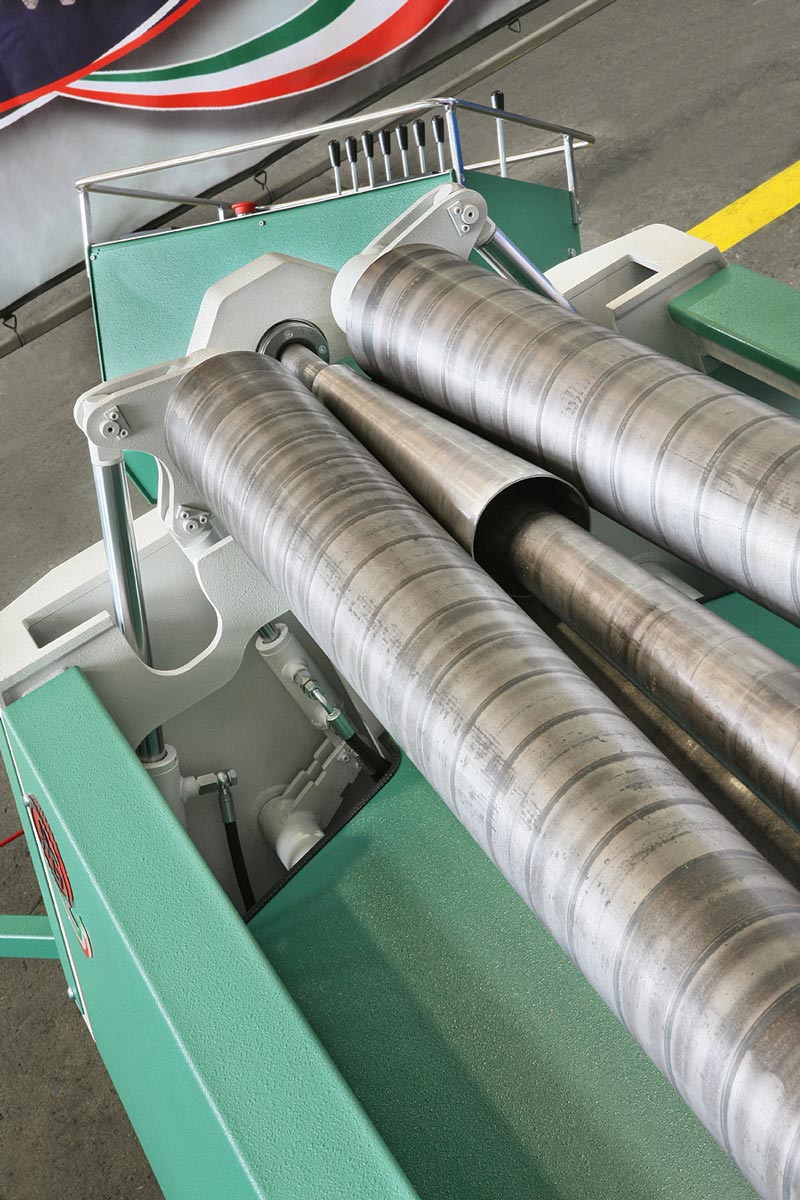
Heller Plate Rolls are among the best engineered plate rolling machines on the market today. Heller’s 3 Plate Roll benders come in many design options, built for the work you do. From hydraulic three roll double pinch, 3 roll single pinch, as well as fully powered and manually powered light guage steel plate rolls, Heller’s high grade, superiorly engineered plate bending rolls are sure to get the job done right.


Plate Roll Gallery